









C.A.S.E. (Chemically Assisted Surface Enhancement, ou amélioration de surface assistée chimiquement) est un procédé en deux étapes consistant en un grenaillage de précontrainte suivi d’une superfinition isotrope. Les propriétés d’amélioration de la fatigue par le grenaillage de précontrainte sont complétées par une finition de surface semblable à un miroir.
Les applications qui nécessitent à la fois une contrainte résiduelle de compression et une excellente finition de surface comprennent les engrenages de précision et les profils aérodynamiques de d’ailettes. En fonction de l’application et des exigences de finition du client, les creux des empreintes de grenaillage peuvent être conservés pour la rétention du lubrifiant
Selon les exigences du client, une pièce peut être traitée uniquement en superfinition isotrope, en tant que procédé autonome, ou bien être grenaillée avant la superfinition ce qui correspond au précédé C.A.S.E.
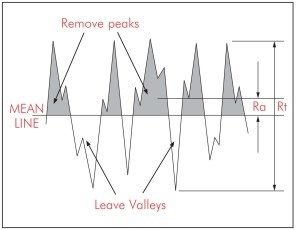 La superfinition isotope consiste à immerger des pièces dans un bol vibrant chargé de médias correctement dimensionnés. Un acide faible est utilisé pour ramollir les pics de rugosité de la surface de la pièce de telle sorte que le contact avec les médias vibrants élimine les aspérités telles que les traces de meulage et d’usinage tout en conservant les points bas pour la rétention du lubrifiant.
La superfinition isotope consiste à immerger des pièces dans un bol vibrant chargé de médias correctement dimensionnés. Un acide faible est utilisé pour ramollir les pics de rugosité de la surface de la pièce de telle sorte que le contact avec les médias vibrants élimine les aspérités telles que les traces de meulage et d’usinage tout en conservant les points bas pour la rétention du lubrifiant.
Le procédé se poursuit pour éliminer progressivement les aspérités tout en laissant des creux jusqu’à l’obtention de la finition de surface souhaitée. Avant de terminer le procédé, les pièces sont neutralisées afin d’éliminer tout effet néfaste de l’acide.
